
РАСЧЕТ РЕЖИМОВ ВОДОПОТРЕБЛЕНИЯ ПРИ ПРОМЫВКЕ ДЕТАЛЕЙ В ПРОЦЕССАХ ГАЛЬВАНОПОКРЫТИЙ И ХИМОБРАБОТКИ. ЧАСТЬ 1
Процессы гальванопокрытий и химической обработки деталей находятся в ряду наиболее интенсивных источников загрязнения водных объектов большой гаммой высокотоксичных веществ.
Основной механизм загрязнения – вынос электролитов с промывными водами в межоперационных промывках деталей.
На протяжении более шестидесяти лет множество теоретических и экспериментальных работ в различных странах мира было посвящено созданию рациональных схем, устройств для промывки изделий и методам расчета водопотребления на эти операции.
Наиболее распространенным способом промывки пока остается погружной. С целью сокращения расходов воды на промывку изделий используют многоступенчатые противоточно-каскадные системы промывки.
В работах сотрудников Московского инженерно-экономического института им. Орджоникидзе в 1968–1971 гг. рекомендованы для использования две расчетные формулы для определения расходов воды на промывку применительно к стационарным линиям и автоматам с программным управлением [1, 2, 3, 4]:
![]() , (1)
, (1)
![]() , (2)
, (2)
Qmin – минимально возможный расход воды на промывку, л/ч;
q – удельный вынос электролита на поверхности изделий из технологической ванны в промывочную, л/м2;
qчас – часовой вынос электролита на поверхности изделий из технологической ванны в промывочную, л/ч;
S – сменная производительность линии по обрабатываемой поверхности изделий, м2/смену;
С0 – концентрация контролируемого компонента в технологической ванне, мг/л;
Сn – предельно допустимая концентрация контролируемого компонента в промывной воде в момент окончания промывки изделия, мг/л;
n – количество промывок, осуществляемых в промывочной ванне за один час;
V – объем промывочной ванны, л;
N – количество ступеней промывки, N=1;2;3;
8 – продолжительность рабочей смены, ч.
Обе формулы известны как формулы американского профессора Дж. Кушнера. Формула (2) представляет собой упрощенный (приближенный) вариант формулы (1) при
![]() , (3)
, (3)
где K=C0/Cn.
Условие (3) является по рекомендациям В.А. Синельникова [1] ограничением для использования формулы (1).
Позднее В.А. Синельников предлагает расширить область применимости формулы (2) для одноступенчатой промывки в соответствии с условием (3) до ≤0,2, но рекомендует в то же время ввести в формулу поправочный коэффициент 1,5, обосновывая его «непредвиденными расходами воды на промывку».
Есть отечественные публикации [5], в которых рекомендуется применение формулы (2) без всяких ограничений и поправочных коэффициентов. Перспектива огромного сокращения потребления воды на промывку изделий обеспечила широкое использование этой формулы для расчета систем промывок, но впоследствии на многих предприятиях качество промывки изделий резко ухудшилось и появился брак в выпускаемой продукции.
К сожалению, во всех последующих рекомендациях, отраслевых руководящих материалах, в ГОСТ 9.047-75, ГОСТ 305-84 и ГОСТ 9.314-90 приводились расчетные методики и номограммы, основанные на формуле (2).
В основу вывода формулы (1) положено условие мгновенного усреднения по всему объему промывочной ванны внесенного в нее с изделием электролита.
Однако, сначала И. Кушнер [6], а затем J.B. Mohler [36, 37] экспериментально показали несоответствие фактического графика изменения концентрации внесенного электролита в промывочной ванне теоретическому, который рассчитывается на основании указанного условия. Но в расчетных формулах это несоответствие не нашло отражения ни в упомянутых работах, ни в последующих выводах Прусака [8] и рекомендациях Смита [9].
Ценные рекомендации по организации системы промывки и конструктивному решению одно- и многоступенчатых ванн промывки даны в работах Н.И. Плотникова [10, 11, 12], а также Веаll и McGathen [13]. Во всех упомянутых работах для уменьшения расхода воды на промывку и улучшения качества промывки рекомендуется применять перемешивание воды в промывочной ванне сжатым воздухом с целью ускорения усреднения электролита в еe объeме. Важным является сделанный Н.И. Плотниковым вывод об обратной зависимости между расходом воды на промывку и количеством промывок в час (при одной и той же часовой производительности).
Таким образом, анализ существующих методов расчета и рекомендаций по организации систем промывки изделий показывает, что слабым звеном, приводящим к занижению расходов воды и недостаточному качеству промывки, является несоответствие теоретических расчетных формул фактической картине изменения концентраций электролита в проточной промывочной ванне.
Нетрудно показать [14], что после внесения в проточную промывочную ванну количества G любого компонента при условии мгновенного усреднения его по всему объему ванны концентрация этого компонента в промывной воде будет уменьшаться по экспоненциальному закону:
![]() , (4)
, (4)
где Ct– концентрация компонента в воде промывочной ванны в момент времени t, мг/л;
t – время с момента внесения компонента в промывочную ванну, ч;
е – основание натуральных логарифмов.
Закон (4) и условие
![]() , (5)
, (5)
отражающее технологические требования к качеству промывки деталей, положены в основу вывода формулы (1).
При периодическом внесении в проточную промывочную ванну с интервалом времени T=1/n количества G компонента концентрация его в промывной воде в соответствии с выражением (4) будет изменяться по ступенчато-экспоненциальному закону (рис. 1).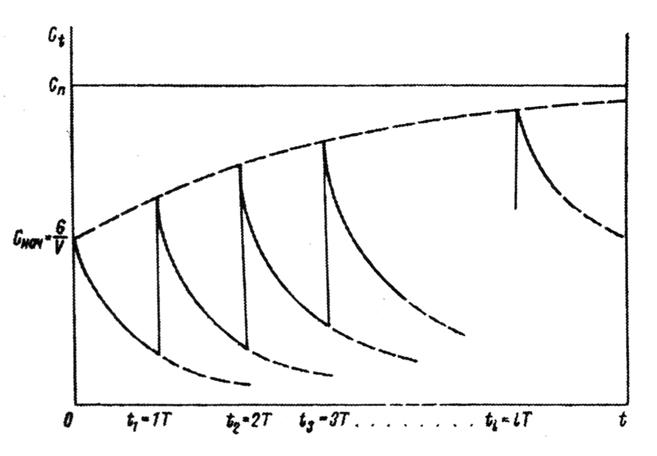 Рис. 1. График изменения концентрации контролируемого компонента в проточной промывочной ванне
Рис. 1. График изменения концентрации контролируемого компонента в проточной промывочной ванне
Таким образом, подмена формулы (1), отражающей функциональную связь между минимальным необходимым расходом воды на промывку и объемом промывочной ванны, формулой (2), не учитывающей этой связи, приводит к занижению необходимых расходов воды, что подтверждают результаты проверки в промышленных условиях и расчетные данные (табл. 1).
Таблица 1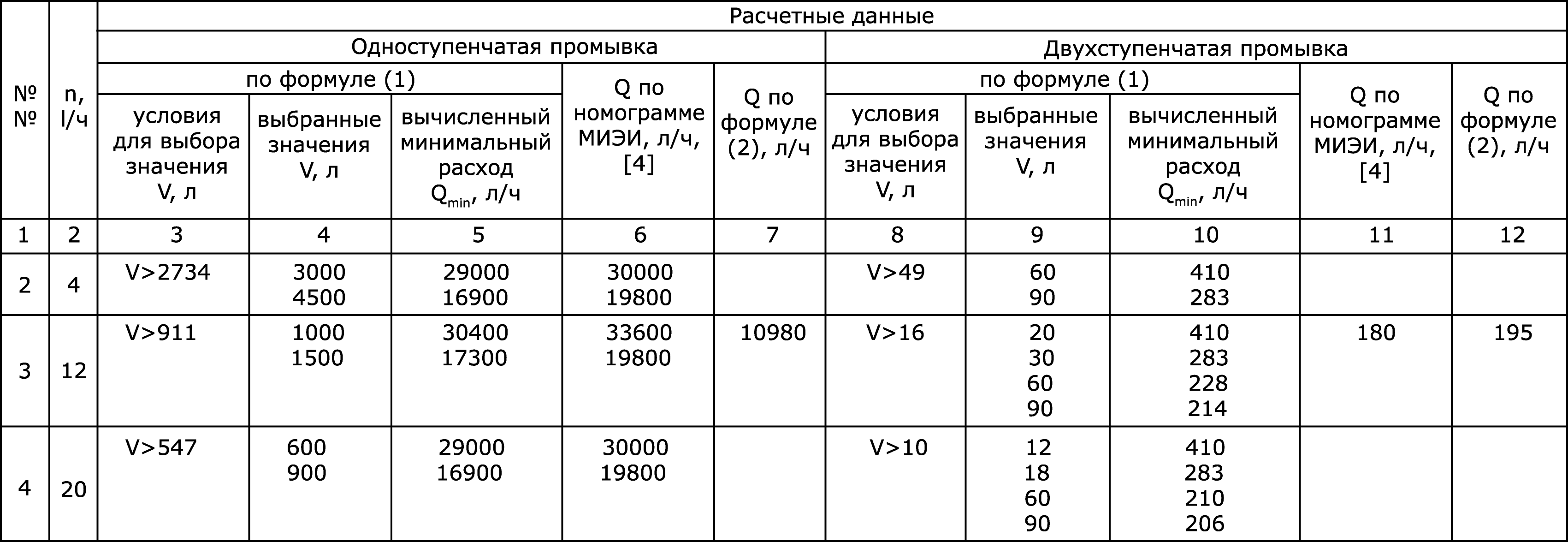
Сравнительные данные по расчету расходов промывных вод
Исходные данные для расчета: С0 = 125000 мг/л; Сn = 40 мг/л; q = 0,1 л/м2; S = 280 м2/смену
Незавершенность анализа формулы (1) привела к неправильному толкованию ее на практике. Ошибочно, например, утверждение [3], что уменьшение объемов промывочных ванн и увеличение интервала между промывками (или, что то же самое, уменьшение частоты промывок «n») приводит к уменьшению расхода воды на промывку. В ГОСТ же 9.047 – 75 «Покрытия металлические неорганические» рекомендовалось принимать объемы промывочных ванн минимально возможными («исходя из максимальных размеров одноразовой загрузки» деталей). Ошибочность таких рекомендаций видна по расчетным данным, представленным в таблице 1 и доказывается строго математически.
Так как q, S, Со и Сn – величины постоянные, то функцию (1) можно представить в виде
![]() , (6)
, (6)
где ![]() , (N=1, 2, 3) (7)
, (N=1, 2, 3) (7)
Функция Qmin как логарифмическая существует только при условии
![]() , (8)
, (8)
Кроме того,
![]() , (9)
, (9)
так как ![]()
Из выражений (8) и (9) следует, что функцию ![]() можно разложить в степенной ряд [15]. Тогда функция Qmin после несложных преобразований примет вид
можно разложить в степенной ряд [15]. Тогда функция Qmin после несложных преобразований примет вид
![]() (10)
(10)
Таким образом, вид полученной функциональной зависимости (10) с неопровержимой очевидностью доказывает обратное положение: минимально возможный расход промывной воды уменьшается с увеличением объема промывочной ванны и частоты промывок.
Если преобразовать выражение (10) к виду
![]() (11)
(11)
то левая часть выражения (11) с учетом (2) и (7) будет представлять отношение минимальных расходов промывной воды, рассчитанных по формулам (1) и (2).
Если теперь учесть, что область существования функции (1) определяется условием
![]() (12)
(12)
то ясно, что при уменьшении «V» в пределе
![]() , т. к.
, т. к. ![]() и
и
![]() (13)
(13)
так как в скобках записана сумма членов бесконечного расходящегося ряда [16].
Из выражения (6) следует, что ![]() .
.
Тогда (см. выражение 11)
![]() (14)
(14)
Отсюда следует, что чем меньше выбирается объем промывочной ванны, тем больше занижается расход промывной воды при расчете по формуле (2) по сравнению с формулой (1); и только при бесконечном увеличении объема ванны это занижение стремится к нулю.
Таким образом, в ГОСТ 9.047 – 75 был рекомендован самый неудачный вариант методики расчета, дающий наибольшие погрешности.
Необходимыми условиями при практическом использовании формулы (1) для расчета двухступенчатой (N=2) и трехступенчатой (N=3) систем противоточной каскадной промывки являются условия назначения объемов промывочных ванн в разных ступенях, которые отсутствуют во всех опубликованных рекомендациях и ГОСТ.
Первое условие (12), общее для всех ступеней и систем с любым количеством ступеней промывки, уже сформулировано.
Второе условие должно отражать соотношение объемов промывочных ванн в разных ступенях. Покажем на примере двухступенчатой противоточной каскадной промывки (рис. 2) получение этого условия.
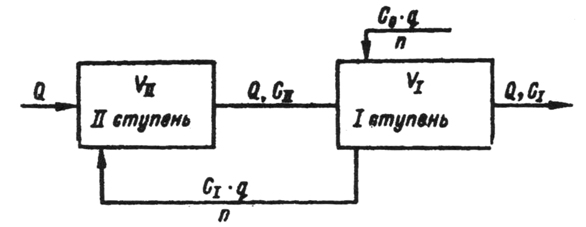 Рис. 2. Схема двухступенчатой каскадной противоточной промывки
Рис. 2. Схема двухступенчатой каскадной противоточной промывки
Необходимый расход воды для обеспечения максимальной концентрации компонента в ванне 2 не более Сn в соответствии с формулой (1) для одноступенчатой промывки составляет:
![]() (15)
(15)
В выражении (15) неизвестной переменной величиной является СI. Чтобы выразить СI через известные величины, рассмотрим отдельно ванну I.
Концентрация компонента в ванне I в любой момент времени складывается из концентрации его во входящем из ванны II потоке (СII) и концентрации, создаваемой периодически вносимыми из технологической ванны порциями электролита. Для первой концентрации пределом служит Сn, вторая концентрация в соответствии с законом (4) имеет предел
![]() (16)
(16)
где ![]() .
.
Таким образом, в пределе суммарная концентрация компонента в ванне I запишется как
![]() (17)
(17)
Подставив выражение СI из (17) в (15), получим расчетное уравнение для определения минимального расхода промывной воды, соответствующего этому предельному состоянию системы: 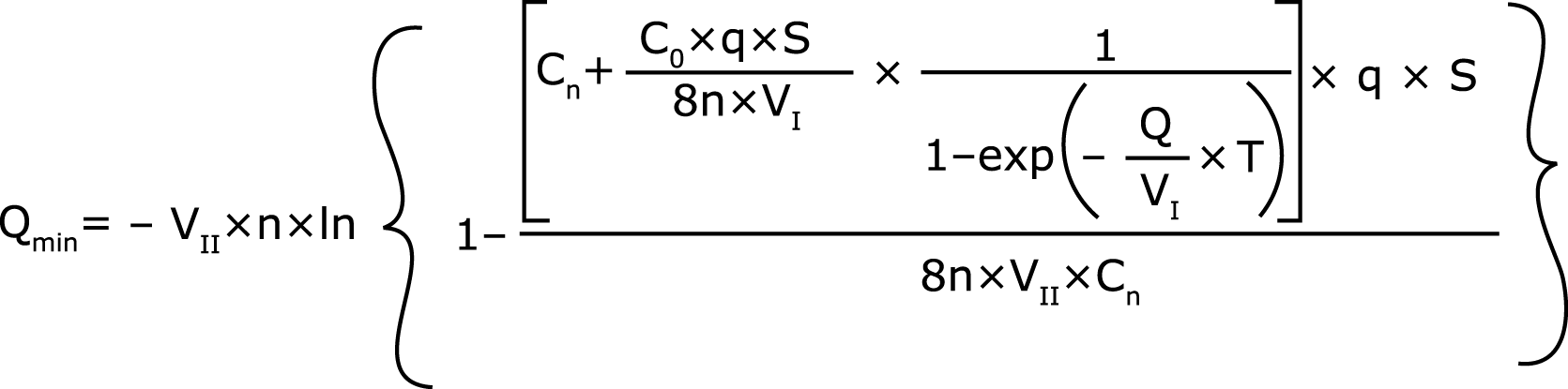
Анализ уравнения (18) показывает, что оно имеет смысл при условиях
![]() (19)
(19)
VI>0 (20)
Условие (20) означает, что для выбора объема ванны I могут существовать ограничения только технологического характера. Условие же (19) выполняется при соблюдении условия (12). В то же время уравнение (18) в общем случае является трансцендентным и имеет точное решение только при условии VI = VII. Именно при этом условии решением его является выражение (1).
Аналогичная картина имеет место и при трехступенчатой промывке.
Таким образом, использование для расчета уравнения (1) возможно только при равенстве объемов промывочных ванн во всех ступенях промывки.
К сожалению, в последующих ГОСТ 9.305 – 84 «Покрытия металлические и неметаллические неорганические» и ГОСТ 9.314 – 90 «Вода для гальванического производства и схемы промывок» об условиях назначения объемов промывочных ванн не говорится вообще ничего. Кроме того, в последнем ГОСТ методика расчета из «обязательной к применению» стала «рекомендуемой...», очень трудно читается и содержит ряд погрешностей.
Следует отметить, что в начале восьмидесятых годов делались попытки получить расчетные уравнения для определения расходов воды на основе конвекционно-диффузионной модели промывки [17], а также на основе молекулярно-диффузионной и турбулентно-диффузионной модели [18].
Однако, теоретические выводы и экспериментальные данные отражают диффузионные явления на расстояниях 0÷4,5 см от поверхности промываемой детали. И даже эта картина рассматривается при семи допущениях, идеализирующих условия рассматриваемого процесса. В числе этих условий и то, которое лежит в основе вывода уравнений (1) и (2) – «концентрация компонента в промывочном объеме постоянна в любой момент по всей ванне». И несмотря на то, что авторы противопоставляют эти модели подходу Дж. Кушнера, они (модели) еще более далеки от действительной общей картины процесса во всем объеме промывочной ванны. Положительная их роль в том, что они дают представление о механизме и скоростях перехода ионов из пленки электролита на поверхности деталей в окружающие диффузионные слои.
Литература:
1. Синельников В.А. Рациональные системы использования воды в гальванических цехах машиностроительных предприятий. – В кн.: Материалы семинара «Водоснабжение и канализация предприятий машиностроения». М., МДНТП, 1968 г.
2. Синельников В.А. Исследование системы водоиспользования при промывке изделий в цехах металлопокрытий предприятий машиностроения. Диссертация на соискание ученой степени кандидата технических наук. Горький, 1971 г.
3. Синельников В.А., Баранов В.В., Трактинский Г.Я. Рациональное использование промывных вод в промышленном производстве. – В кн.: Водоиспользование в промышленности. М., МИЭИ, 1968 г.
4. Использование воды для промывки изделий в гальваническом производстве. Отраслевые руководящие материалы Министерства станкостроительной и инструментальной промышленности. М., 1970 г.
5. Гольберг И.Г., Титов Я.Ф., Яремич О.А. Ступенчатая противоточная промывка деталей в гальванических цехах. Л., ЛДНТП, 1969 г.
6. Kushner J.B. Промывка, загрязнение и естественная рециркуляция гальванических ванн. ч.1. Metall, 1977 г. v.69, №7; ч.II, №8.
7. Mohler J.В. Non – equilibrium Rinsing. Mettall Finishing, 1977 г., v.75, №10; Experimental Rinsing, №12.
8. Prusar Jakus. Методы расчета расхода воды в гальванических цехах. ч.III. Powloky ochronne, 1977 г. v.5, №6.
9. Smith С.А. Контроль стоков гальванических цехов. ч.1. Water Serv., 1980 г.,84, №1007.
10. Плотников Н.И. Определение расхода воды при промывке изделий в травильных отделениях металлургических заводов. Цветная металлургия, 1965 г., №2.
11. Плотников Н.И. Определение расхода воды при промывке изделий в гальванических цехах. Вестник машиностроения, 1965 г., №7.
12. Плотников Н.И. Определение расходов воды при промывке изделий. Информ. листок, 1964 г., №187, (Новосибирский ЦНТИ).
13. Beall John F., MeGathen Rod. Руководство по очистке сточных вод. ч.1. Как уменьшить объем сточных вод. Metall Finishing, 1977 г., v.75, №9.
14. Батунер Л.М., Позин М.Е. Математические методы в химической технике. ГОСХИМиздат, Л., 1963г.
15. Бронштейн И.Н., Семендяев К.А. Справочник по математике. М., 1957 г.
16. Корн Г., Корн Т. Справочник по математике для научных сотрудников и инженеров. Издат. «Наука», М., 1970 г.
17. Kubik С. Конвекционно-диффузионная модель промывки. 1. Теория процесса. 2. Экспериментальная проверка. Surface Tehnology, 1981 г., №13.
18. Buczko Z. Математическая модель процесса разбавления в одиночной ванне промывки методом погружения. Powloki ochronne, 1983г., №3.

![]()